

Welding faults are mistakes that impair the weld’s quality and appearance by deviating from the design in terms of appearance, penetration, and metal organization. Don’t worry too much if you are a welder who frequently does welding operations and you are still unable to obtain a great weld. We are here to help you find out the cause and how to fix a bad MIG weld. Let’s get started!
Causes & How to fix a bad MIG weld
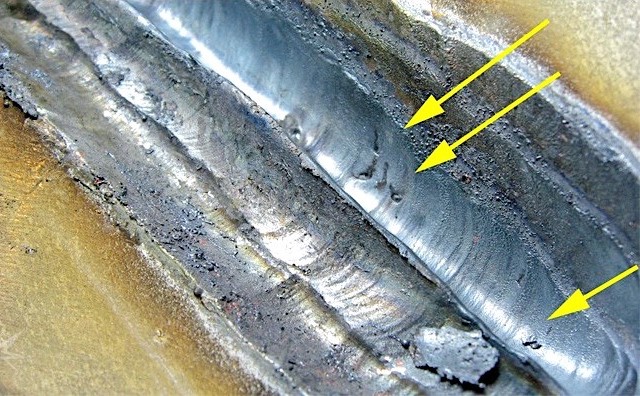
1. Blow hole
A blow hole is born as a result of the situation where the gas in the weld’s liquid metal cannot escape as it hardens. At the intersection of the base metal and the fill metal, on the inside or outside of the weld, or elsewhere in the weld, porosity can form. It can also be spread, concentrated, or dispersed. Porosity in the weld will lessen the tightness and operating effect.

Reason:
- Miniature welding current
- Too much C is present in both the base metal and the solder.
- Poor deoxidation is being used by the soldering iron.
- The welding surface is filthy and the welding material is moist.
- Large arc length, excessive welding speed
Overcome:
- Adapt the welding current as necessary.
- Shorten the arc length and slow down the mig welder’s welding process.
- Don’t knock the slag off the weld right away to increase the weld’s heat retention time.
- With adequate gas available, MAG/MIG welding can guarantee a safe distance between the gas and the solder.
- With sufficient medication available during the welding process, automatic solder welding must not be wet.
2. Weld crack
The most frequent and deadly type of weld joint flaw is weld cracking. Cracks can develop in a variety of locations, including the weld, the heat-affected zone, and the weld surface.
Additionally, cracking can develop at various temperatures:
- Hot crack: occurs when the temperature is sufficiently high and the solder junction crystallizes (over 10000C).
- Cold crack: appears at the end of the welding process at a temperature below 10000C, can appear after a few hours, a few days after welding.

Reason:
Weld cracks have a very high potential for transmission. If a minor crack is not quickly identified and repaired, it might quickly spread to the entire affected portion of the weld, causing structural damage.
Overcome:
- Utilize the proper welding consumables.
- When welding, release the clamping pressure on the weld junction. Increase the solder’s filling capacity.
- Warm up the solder and maintain the heat in the solder joint to slow the pace of cooling.
- The distance between welds is decreased by chamfering when using a decent solder joint.
- Weld placement is staggered.
3. Incomplete fusion
A significant weld joint flaw that causes joint failure is incomplete fusion.

Reason:
- There is improper preparation of the soldering edge.
- Too little welding current or too much Vh
- The welding rod’s electrode angle and the manner in which the electrode is inserted are unreasonable.
- Too long of an arc column
- The welding axis is not being properly traversed by the welding electrode.
Overcome:
- Before welding, clean the link, increase the chamfer angle, and increase the welding clearance.
- Reduce welding speed while increasing welding current, etc.
4. Weld stuck slag
Slag that has become trapped in the weld might exist inside the weld, on its surface, or at the joint between the base metal and the weld metal, between welds. This defect is known as weld stuck slag. Slag pitting reduces the workability of the structure by affecting the impact toughness and ductility of the weld metal.
Reason:
- Without slag cleaning, multi-layer welding
- Unreasonable welding angle and excessive Vh
- Welds cool quickly
- The weld puddle metal’s slag finds it challenging to exit due to the little current’s inability to give enough heat for the molten metal.
Overcome:
- In that case, increase the welding current. Short arcs with longer arc dwell times are used to weld.
- Before welding, clean the solder, and remove the slag from the weld to attach the welded roofing.
- Change the welding electrode’s placement and angle to one that is suitable while slowing down the welding process.
5. Undercut
This kind of weld failure lessens the connection’s ability to function, which might result in a high stress concentration and structural failure.

Reason:
- The welding current is excessive
- Length of a large arc column
- Using a welding electrode that is the wrong size (too large)
- It is unreasonable to place the welding rod at this angle and in this manner
Overcome:
- Pick the appropriate current.
- When welding many layers, select the proper size of welding rod for each layer.
- Keep your arc reasonable.
6. Overlap
The occurrence of liquid metal splatter on a welded joint’s surface (Non-molten zone base metal surface).

Reason:
- Too much welding current is being used
- The tilt angle of the welding rod is unreasonable
- Incorrect solder placement and poor welding posture
Overcome:
- Pick a safe welding stance
- Select the appropriate current for the welding rod size
Frequently asked questions (Weld FAQ)
Can the quality of the equipment make a bad weld?
Yes. When it comes to reducing the likelihood of errors, the best and newest welding equipment with the most recent technology is crucial. For companies that rely on welding as a fundamental component of their business model, having trustworthy suppliers recognized for the quality of their goods is crucial.
When is the weld deformed?
The contraction of the weld metal as it cools and solidifies causes deformation. This occurs when the plate is improperly assembled (not enough clamps) prior to welding, there are too many thin grains, or the welding sequence does not match the intended weld.
Welding from both sides of the joint, weld from the center to the outside (counterclockwise), using a larger electrode, and clamping firmly are some effective ways to prevent distortion. Risk can also be decreased by altering the order of the welds, the location of the splice, or the number of passes.
Bottom line
A bad weld is one that deviates from the design in terms of appearance, penetration, and internal metal organization, which lowers the weld’s quality. This puts the weld’s design and appearance at jeopardy. Defective welds can be caused by a variety of factors, including inexperienced welders, welding equipment, high-quality welding rods, and the materials being welded. Above are causes and how to fix a bad MIG weld. Hope this article helps you!